






The Bridgeport Torq-Cut 22 is a smaller CNC vertical machining center. It comes fitted with a grease lubricated and belt driven spindle capable of running up to 7,500 rpm.
Read More
Kitamura Mycenter 3XiH Spindle Repair
The Kitamura Mycenter 3XiH is a high speed CNC vertical machining center. It comes equipped with an oil injection lubricated and gear driven spindle capable of running up to 20,000 rpm.

CHALLENGE
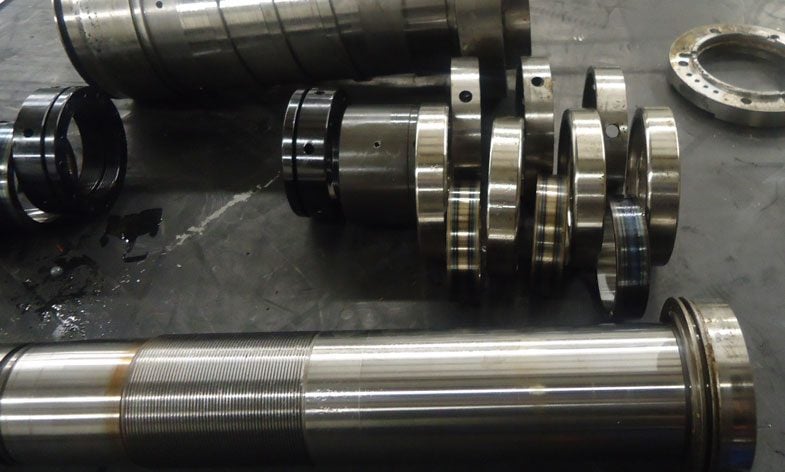
Prior to shipping this high speed vertical machining center spindle to us, our customer indicated that it was very noisy when operated above 12,000 RPM. When we disassembled the spindle, we noticed that the rear shaft nut was only finger tight. Even more telling was the heat discoloration evident on the inner spacers of not just the rear roller bearing, but also between the front quad set of angular contact bearings. This was indicative of improper lubrication which would have eventually led to catastrophic failure of all bearings. Fortunately, this did not occur, and the only dimensional deviation we found in our evaluation was in the tooling taper. Our customer uses both CAT & Big-Plus dual contact tooling, and we found that the Big-Plus tooling was contacting the shaft face before it was touching the taper itself.
SOLUTION
We first performed a grind, chrome plate, and finish grind of the worn tooling taper to Big-Plus specification. We then reassembled the spindle with all new bearings, o-rings, assembly screws & grippers, which we had found to have significant wear.
RESULT
After reassembly of all components, adjusting bearing preload, and undergoing break-in and testing procedures, this spindle passed our final quality inspection before being returned to our customer with a 1-year warranty.

DETAILED CAUSE OF FAILURE
-

Rear Bearing assembly showing the discoloration from heat.
-
Front bearing compliment showing the heat discoloration.
-
Big Plus taper before grind plate grind was performed.
Does your spindle need repair? GET A QUOTE TODAY
More Case Studies
Repair History - Here are examples of similar spindle repairs that may contain additional information that will help you. If you have additional questions, please contact us.
-
 Kitamura Mycenter HX400iF Spindle Repair
Kitamura Mycenter HX400iF Spindle RepairOur customer indicated that this horizontal machining center spindle was humming and producing a poor finish. When we broke the spindle down for evaluation, we… [...]
-
 Kitamura Mycenter H-400 Spindle Repair
Kitamura Mycenter H-400 Spindle RepairWhen this Kitamura Mycenter H-400 spindle arrived at Northland Tool and Electronics we completed a full breakdown and evaluation. Upon inspection, we found that the… [...]
-
 Kitamura Mycenter 2X Spindle Repair
Kitamura Mycenter 2X Spindle RepairThis customer called and needed this spindle repair done within 5 days. We received the spindle and expedited the breakdown process. The rear roller bearing… [...]
-
 Matsuura H.Plus-300 Spindle Repair
Matsuura H.Plus-300 Spindle RepairThis spindle came to us four years after we initially rebuilt it for our customer. Upon disassembly, we first noticed that the entire interior of… [...]
-
 Hardinge Bridgeport VMC1000 P3 Poorly Rebuilt by Another Spindle Repair Company
Hardinge Bridgeport VMC1000 P3 Poorly Rebuilt by Another Spindle Repair CompanyWhen we evaluated the spindle, we noted that the front-most #1 bearing of the quad set had suffered a catastrophic failure. We partially confirmed the… [...]
Featured Repair

Bridgeport Torq-Cut 22 Spindle Repair
News & Events

How to Recognize Bad Spindle Symptoms
It’s a fact of machining — eventually, even top-of-the-line turning machines will experience a spindle failure. Spindles endure tension, torsion, heavy loads, and speeds up to and beyond 150,000 RPM, to name a few of the standard stressors.
Read More