



The Bridgeport Torq-Cut 22 is a smaller CNC vertical machining center. It comes fitted with a grease lubricated and belt driven spindle capable of running up to 7,500 rpm.
Read More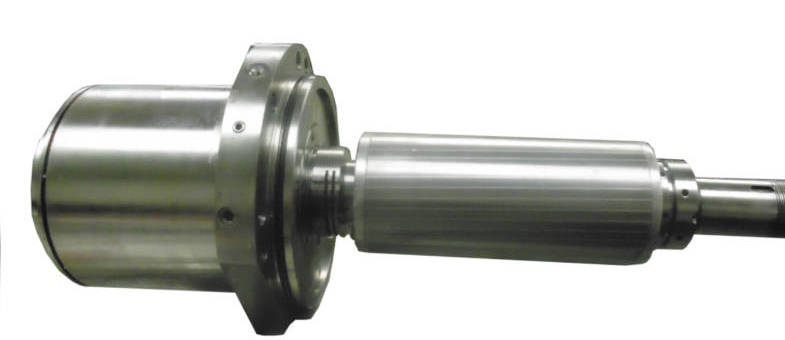
Okuma MX40HA Spindle Repair
The Okuma MX-40HA is a CNC vertical machining center. It comes standard with a grease lubricated and stator driven spindle capable of running up to 12,000 rpm.

CHALLENGE
The interior of this Okuma MX-40HA spindle was contaminated with coolant and particulate, including the grease in all bearings. The tooling taper ID had high runout and the chrome was chipping off. The tail journal of the shaft was scored and pitted with excessive runout >10µ. The rear compression ring of the shaft rotor was out of round. Our customer did not provide the drawbar assembly but they did request that we ship a pre-lubricated tail bearing back with the spindle.
SOLUTION
We reworked the rear compression ring to insure stability of the rotor on the shaft, and performed a green grind, chrome plate, and finish grind of the tooling taper ID and shaft tail journal. After cleaning, we installed the bearings, o-rings, and assembly screws.
RESULT
After reassembly of all components, adjusting bearing preload, and undergoing break-in and testing procedures, this spindle passed our final quality inspection before being returned to our customer with a 1-year warranty.

DETAILED CAUSE OF FAILURE
-

Contamination
Does your spindle need repair? GET A QUOTE TODAY
More Case Studies
Repair History - Here are examples of similar spindle repairs that may contain additional information that will help you. If you have additional questions, please contact us.
-
 Okuma MX-40HA Spindle Repair
Okuma MX-40HA Spindle RepairThe interior of this Okuma MX-40HA spindle was contaminated with coolant and particulate, including the grease in all bearings. The tooling taper ID had high… [...]
-
Okuma MX50HB Spindle Repair
This Okuma MX50HB spindle was seized incoming. Upon full breaking down and evaluating the spindle, we noted that all the grease was washed out of… [...]
-
 Okuma MX50 HA Spindle Repair
Okuma MX50 HA Spindle RepairOne of our customers was experiencing chatter on the parts manufactured in their Okuma MX50 HA. They could not afford downtime but the parts were becoming unacceptable. They pulled the spindle o [...]
Featured Repair

Bridgeport Torq-Cut 22 Spindle Repair
News & Events

How to Recognize Bad Spindle Symptoms
It’s a fact of machining — eventually, even top-of-the-line turning machines will experience a spindle failure. Spindles endure tension, torsion, heavy loads, and speeds up to and beyond 150,000 RPM, to name a few of the standard stressors.
Read More