Get a full evaluation of your spindle.
Send us your spindle, we will diagnose your problem and provide you with an accurate price quote for repair.
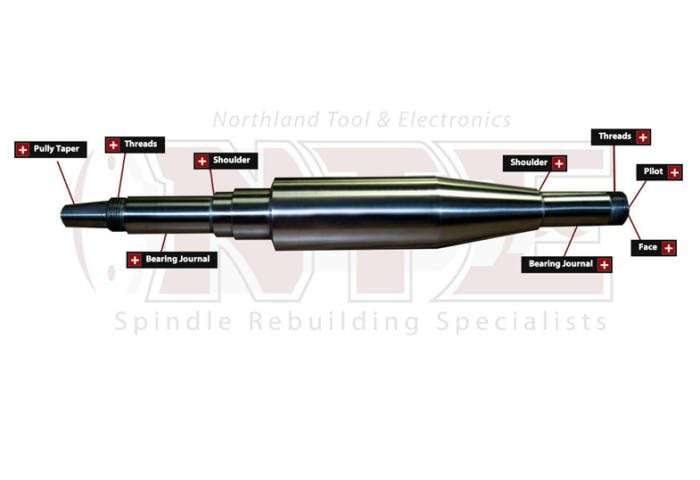
Pulley Taper
Shaft Pulley Interface
This is the location that a pulley, gear or coupling sits on the shaft. It is important to make sure this surface is to specification (size and run out) or the following may result:
-Run out
-Vibration
-Fretting
-Noise
-Poor part finish
-Decreased bearing life
-Coupling damage
-Rotary Union Damage
Northland Tool & Electronics like to receive the customer’s pulley gear or coupling for the following reasons:
-Check for wear
-Check the fit to the shaft
-Check for fretting
Having these parts also makes it possible for Northland Tool to balance your spindle as a complete assembly with all the rotating components. This increases spindle life and decreases the chance of poor part finish and vibration.
Bearing Journal
This is the location on the rotating shaft that the ID of the bearing seats. It is extremely important to have the shaft bearing journal within micron tolerances for size, parallel to the shaft centerline and perpendicular to the bearing shoulder.
Depending on the bearing design the shaft bearing journal can be straight or tapered (commonly used with tapered roller bearings). The tapered journal must have all the characteristics of a straight journal but must also be checked for the proper angle. If this angle is not correct the roller bearing will not preload properly causing premature bearing failure, vibration, heat, poor part quality and noise.
Spindle manufacturers have realized that by changing the characteristics of the bearing shaft and housing fit tolerance they can manipulate the clearances in the bearings. This allows spindle manufacturers to manipulate spindle speeds and load capacities. As a spindle rebuilder we document the methods each spindle OEM is using on each model that they manufacture. This gives us a comprehensive guide for the tolerances our grinding room needs to meet. Many spindle repair companies either do not grasp this concept or use outside vendors for their grind plate grind work and these important tolerances are not achieved. This definitely causes shorter spindle life and poor spindle performance.
Shaft Pilot
The shaft pilot is a guide for the tool usually used in ID grinding spindles. It is important to check the pilot for size and run out. If it is out of specification it can result in the following:
-Tool run out
-Vibration
-Imbalance from run out
-Part chatter
-Poor surface finish
-Premature wheel wear
-Premature bearing failure
If a spindle pilot is out of specification it can be fixed with a grind plate grind. Spindle repair companies that do not have in house grinding capacity have been known to “cheat” by grinding the pilot in assembly to remove run out. This causes the pilot to be oversized and not hold the tooling properly.
Threads
Shaft Threads
Shaft threads are used with many different items. Here are some examples:
-Bearing capture nuts
-Tooling interface
-Pulley capture
-Drawbar capture
-Front and rear cover capture
-Preloading of the bearings
If the treads are out of specification the following can occur:
-Gauled parts
-Misaligned bearings
-Improper tool change
-Improper preload of the bearings
-Axial movement of the shaft
-Inability to assemble the spindle correctly
-Poor tool retention
-Inability to remove tooling
Threads can be repair using many different techniques. We can replace damaged or worn threads on spindles with external threads for tool holding. This is common for surface grinding, OD grinding and manual tool change spindles.
Shoulder
Housing Bearing Shoulder
The housing bearing shoulder contacts the bearing outer race and locates it parallel to the shaft centerline. It is critical that the housing bearing shoulder is perpendicular to the shaft centerline and has no run out.
If the housing bearing shoulder is not held to micron tolerances the following can occur:
-Misalignment between the inner and outer bearing race
-Point loading on the outer race
-Improper preload of the bearings
-Vibration during spindle use
-Poor part finish
-Poor spindle life
Every housing bearing shoulder is checked in our spindle evaluation. If our evaluation finds them to be out of tolerance they can be easily fixed in our grinding department. Many other spindle repair companies do not have in house spindle grinding departments so this step of the rebuilding process is often overlooked by them. This results in poor spindle performance and reduced spindle life.
Shaft Tooling Face
This is the area of the shaft that is perpendicular to the spindle centerline and contacts the tooling. Tooling faces can be found in ID grinding, HSK and BIG PLUS tooling interfaces. It is crucial to have the tooling face to specification as the following can occur:
-Tooling will “cock” causing run out
-On BIG PLUS and HSK the face MUST be at a certain position in relation to the taper or improper dual contact will occur
-Poor contact will cause fretting resulting in further spindle damage
-Poor surface finish
-Vibration
Tooling faces can not be ground plate ground as chrome plating does not adhere well enough to prevent chipping or flaking. Different repair options are available depending on the design of the spindle.