




The Bridgeport Torq-Cut 22 is a smaller CNC vertical machining center. It comes fitted with a grease lubricated and belt driven spindle capable of running up to 7,500 rpm.
Read More
Studer S-50-4 Spindle Repair
CHALLENGE
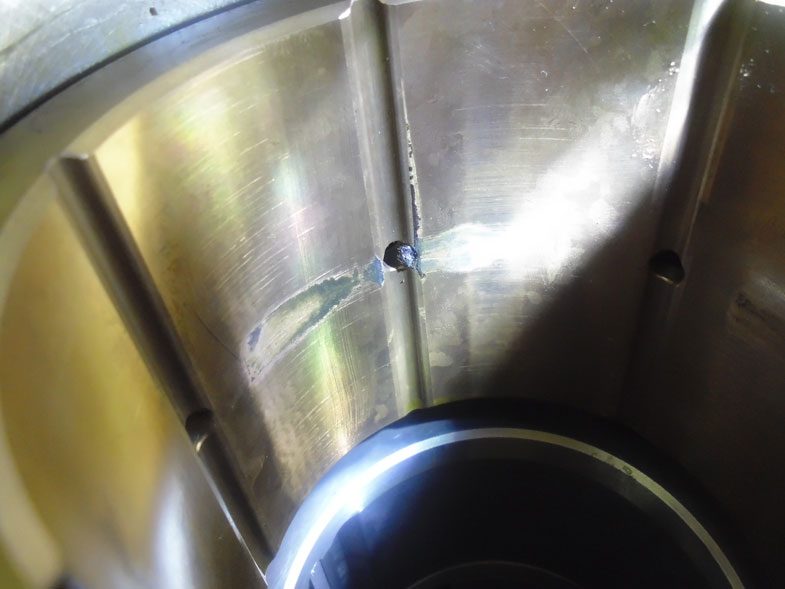
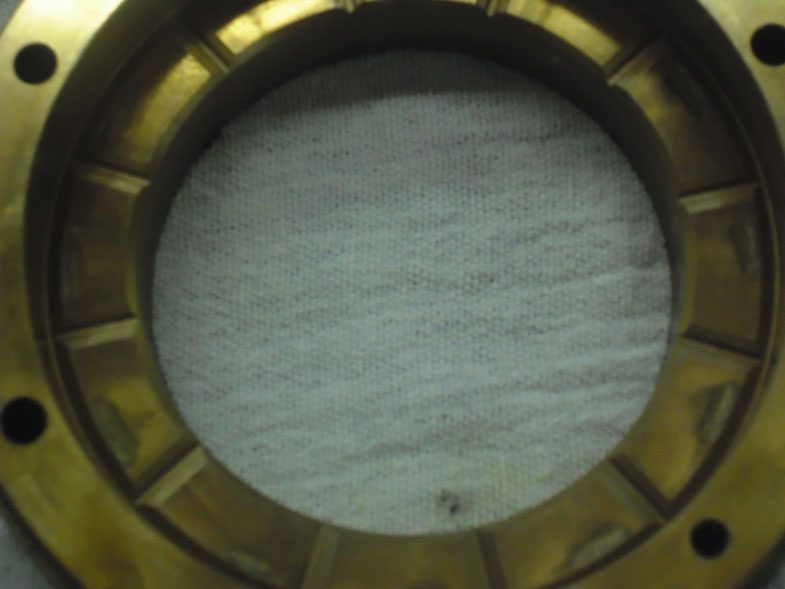
Our customer indicated that this OD grinding spindle had locked up during operation. Upon inspection, we found that a lump of grinding swarf had penetrated the spindle interior through an incoming oil port. This particulate became lodged in the area between the ID of the rear bronze bearing and the OD of the spindle shaft. The rotation of the shaft smeared the particulate onto the ID of the bronze bearing, scarring it while also causing the shaft to rub out on the front bronze bearing and the thrust bearing.
SOLUTION
Because the radial bronze bearings in this spindle are designed as tapered lobes, we could not rework the bearings on one of our Kellenberger cylindrical grinders. Our course of action was to rescrape the three bearings by hand so that the spindle oil would create the proper hydrodynamic film. The tolerance for radial motion at the front & rear bronze bearings had to be between 4 and 6 microns, while the thrust bearing had to limit axial motion to less than 4 microns. Fortunately, the spindle shaft was not damaged and required no attention. Because we did not receive the entire wheelhead assembly, we could not test run the spindle.
RESULT
This spindle passed our final quality inspection before being returned to our customer with a 1-year warranty. On follow up, our customer reported that the spindle was functioning better than when it was first installed.

DETAILED CAUSE OF FAILURE
-

Radial bearing damage from grinding swarf entering lubrication port
-
Wear of the axial bearing
Does your spindle need repair? GET A QUOTE TODAY
More Case Studies
Repair History - Here are examples of similar spindle repairs that may contain additional information that will help you. If you have additional questions, please contact us.
-
 Studer S-20 Spindle Repair
Studer S-20 Spindle RepairWe sometimes receive spindles with the drive motors. We always like to run the spindle and motor to test run and evaluate before breaking down.… [...]
-
 Studer S20 Workhead Spindle Repair
Studer S20 Workhead Spindle RepairOur customer indicated that the hydrodynamic Studer S20 Workhead spindle had seized up during operation. Once it arrived at Northland Tool and Electronics, we noted… [...]
-
 Studer Grinder Spindle Repair
Studer Grinder Spindle RepairOur customer was having difficulty holding tolerances on their Studer grinder. They were able to narrow down the issue to the spindle assembly but they… [...]
-
 Kellenburger 1000U Workhead Spindle Repair
Kellenburger 1000U Workhead Spindle RepairThis spindle from a universal cylindrical grinder came to us as a complete workhead assembly. It has a bearing complement which includes two different bearing… [...]
-
Kellenburger Kel-vision URS125 Spindle Repair
This Kellenburger Kel-vision URS125 spindle was seized incoming. After disassembling and evaluating the spindle, we noted that the shaft bearing journals and bronze oil bearings… [...]
Featured Repair

Bridgeport Torq-Cut 22 Spindle Repair
News & Events

How to Recognize Bad Spindle Symptoms
It’s a fact of machining — eventually, even top-of-the-line turning machines will experience a spindle failure. Spindles endure tension, torsion, heavy loads, and speeds up to and beyond 150,000 RPM, to name a few of the standard stressors.
Read More