










The Bridgeport Torq-Cut 22 is a smaller CNC vertical machining center. It comes fitted with a grease lubricated and belt driven spindle capable of running up to 7,500 rpm.
Read More
Mazak VTC-20 Spindle Repair
The Mazak VTC-20 is a CNC vertical machining center. It comes equipped with a grease lubricated and coupling driven spindle capable of running up to 8,000 rpm.
CHALLENGE
Our customer indicated that this spindle would occasionally make a banging noise while in operation. When we broke the spindle down for evaluation, we observed that the grease in the spindle bearings was partially washed out by coolant contamination. But the root cause of failure was loss of preload of the bearings, which occurred when the hydraulic nut loosened up on the rear of the shaft. The spindle-side half of the direct-drive coupling actually bolts to the hydraulic nut, so any motor misalignment or other disturbance of that connection will cause this type of failure. In this case, one of the mounting bolts had been broken off, and the coupling pilot OD and shaft mounting ID were both egged and tapered. The loss of preload also allowed the inner bearing spacer to spin on the shaft, damaging the spacer ID. We observed significant damage in the front of the spindle, including severe egging of the front bearing housing ID, severe wear, runout in the tooling taper, and a cracked gripper sleeve.
SOLUTION
Our overhaul of this vertical machining center spindle included a grind, chrome plate, and finish grind of the front bearing housing ID, the shaft CT40 tooling taper, and the inner bearing spacer ID. These grinding operations were accomplished in-house on one of our Kellenberger grinders. We also repaired the hydraulic nut and trued up the inner and outer bearing spacers in our machine shop. We replaced the bearings, belleville washers, gripper sleeve, spindle-side drive coupling, o-rings, and assembly screws.
RESULT
After reassembly of all components, adjusting bearing preload, and undergoing break-in and testing procedures, this spindle passed our final quality inspection before being returned to our customer with a 1-year warranty.

DETAILED CAUSE OF FAILURE
-

Bell mouthed taper from years of heavy use and decreased drawbar force.
-
A look into the taper showing the poor contact surface.
-
This is the wear on the spindle shaft from the inner bearing spacer. The nut holding the bearing preload had loosened allowing the inner spacer to move and over time damage the shaft.
-
View of the fretting done to the interior of the front bearing spacer
-
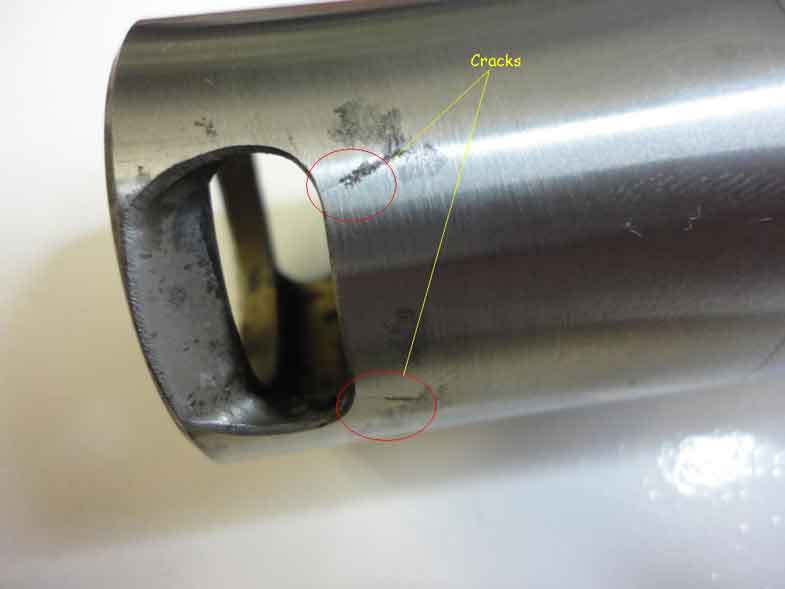
Pointed out here are the cracks in the tool retention sleeve. These cracks allowed the sleeve to expand causing a decrease in drawbar force. This let the tooling move in the taper causing the damage.
-
This is the inner and outer front bearing spacer together. Notice the contaminated grease left after the bearings were removed.
-
The contaminated grease in the front bearing.
Does your spindle need repair? GET A QUOTE TODAY
More Case Studies
Repair History - Here are examples of similar spindle repairs that may contain additional information that will help you. If you have additional questions, please contact us.
-
 Mazak VTC-20B Spindle Repair
Mazak VTC-20B Spindle RepairThis Mazak VTC-20B spindle was sent in for a full breakdown and evaluation. Upon inspection, we noted that the bearings failed from contamination. It was… [...]
-
 Mazak MTV-655 Spindle Repair
Mazak MTV-655 Spindle RepairWhen this Mazak MTV-655 spindle arrived at Northland Tool and Electronics we completed a full breakdown and evaluation. Upon inspection, we found that the bearings… [...]
-
 Mazak HTC-400 Spindle Repair
Mazak HTC-400 Spindle RepairThis Mazak HTC-400 spindle arrived to Northland Tool and Electronics in pretty rough condition. After a complete breakdown and evaluation, we noted that the bearings… [...]
-
 Mori Seiki NV-5000 Spindle Repair
Mori Seiki NV-5000 Spindle RepairThe rotor of this Mori Seiki NV-5000 spindle had broken loose from the shaft causing end play or axial movement of the shaft. This damaged… [...]
-
 Mori Seiki SH-630 Spindle Repair
Mori Seiki SH-630 Spindle RepairOur customer sent in this Mori Seiki SH-630 spindle for repair. Once it arrived at our facility we completed a full breakdown and evaluation. Upon… [...]
Featured Repair

Bridgeport Torq-Cut 22 Spindle Repair
News & Events

How to Recognize Bad Spindle Symptoms
It’s a fact of machining — eventually, even top-of-the-line turning machines will experience a spindle failure. Spindles endure tension, torsion, heavy loads, and speeds up to and beyond 150,000 RPM, to name a few of the standard stressors.
Read More