Newsletter Signup
Get the latest updates from our blog. Sign up now.
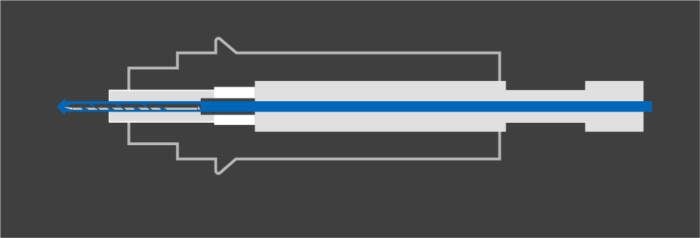
By forcing coolant through the tip of the rotary tool, through-spindle coolant (TSC) can prevent damage to workpieces, reduce cycle time, and extend the life of your tool. Depending on the application, coolant can be water-based, petroleum-based, or an emulsion of oil and water.
Though most machine tool manufacturers offer TSC as an option, many machines are equipped with a flood coolant system by default. In a flood coolant system, coolant is sprayed onto a tool and workpiece externally.
However, it can be difficult for flood coolant to reach deep holes, or to fill holes enough to evacuate all chips, especially as the chips get larger. If left in place — and in contact with the rotating tool — stuck chips can:
TSC is often used for drilling into tougher materials, specifically in the automotive, aerospace, and oil and gas industries. TSC also prevents bell-mouthing on drilled holes: This occurs when a high volume of chips causes the tool to slow, resulting in poor surface finish around the edges of the hole. Because TSC systems allow for clean holes made in one straight shot, this type of coolant system is preferred for jobs that rely on quick turnarounds.
TSC is essential for deep-pocket drilling operations — keeping tools clean and free of obstructions becomes even more critical the deeper the tool is buried in a workpiece. Larger drills also benefit from TSC, since more volume is required to push out the larger chips they produce.
A pump is at the heart of every coolant system. The pump pulls coolant from a holding tank via high-pressure hoses, then forces it through the spindle and out the tip of the rotary tool. Once the chips and coolant are both flushed out of the holes, the spent coolant collects in the machine’s sump basin, where it is filtered and recirculated.
In a TSC system, the relationship between the coolant pressure and volume is key:
In general, the larger the tool, the larger the holes. This means that, while more coolant is expelled into a larger hole, the liquid exerts less pressure with which to evacuate chips. On the other hand, the smaller the hole, the higher the coolant pressure — but the lower the coolant volume.
This means that smaller tools will require higher TSC pressure in order to deliver enough coolant to expel all the chips. It’s also important to note that the actual coolant pressure depends on the diameter of the coolant passages through the tool, so pressure settings may need to be adjusted accordingly.
To sum it up:
OEMs typically offer TSC as an option on their machines. There are also a few after-market companies that offer TSC adaptors, but it’s best to consult with the OEM first to see what they recommend.
Many fabrication and repair shops choose TSC over traditional flood coolant, even though it may require a machine upfit. With TSC, technicians and machine shops can:
If you’re considering adopting TSC in your shop, there are a few factors to note that may affect your decision.
Cost: TSC systems, whether built-in or retrofitted, can drive up the cost of a machine by thousands of dollars.
Spindle contamination: This is the most common drawback to TSC, especially in high-pressure applications. Systems that prevent coolant from entering the spindle, such as air purge and labyrinth seals, are highly recommended.
Coolant concerns: Coolant cannot be used on workpieces made of carbon fiber or graphite, since it will ruin the material.
Rotary union health: Perform routine health checks on the rotary union, since unaddressed leakage can lead to contamination and premature spindle failure.
We’re committed to ensuring your spindles perform at their peak for years to come. Reach out today to discuss TSC.