







The Bridgeport Torq-Cut 22 is a smaller CNC vertical machining center. It comes fitted with a grease lubricated and belt driven spindle capable of running up to 7,500 rpm.
Read More
Hwacheon Lathe Spindle Repair
CHALLENGE
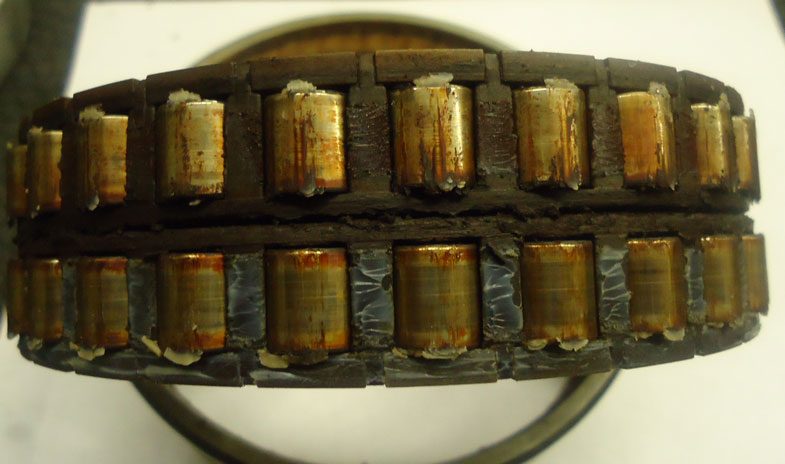
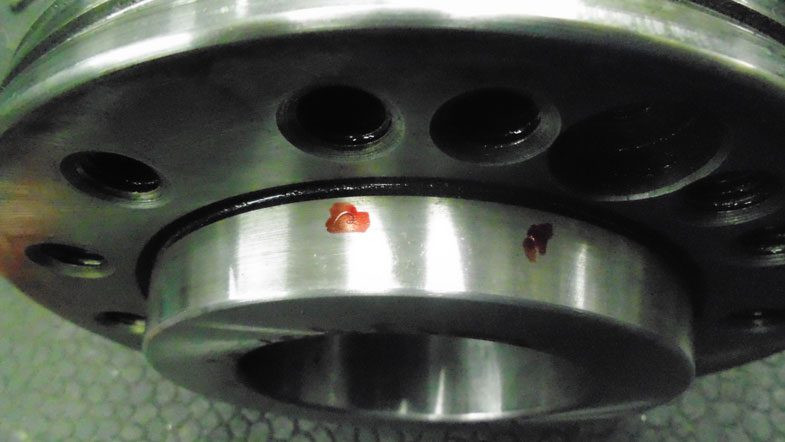
Our customer sent this turning center spindle in for rebuild because of poor part finish and excessive bearing noise. The front tapered roller bearing failed from contamination with coolant, which had washed out almost all of the grease and allowed corrosion of the rolling elements and raceways. The contaminant had also largely displaced the grease in the rest of the bearing complement, including the rear tapered roller. Our dimensional inspection also showed slight damage on the tooling taper OD and face. We did notice that both the front and rear housing IDs were on the loose side of ISO, but there was no fretting which would indicate that this condition contributed to the bearing failure. As the housing bores were likely manufactured this way, we did not recommend grind, plate & finish grind to tighten them up.
SOLUTION
The following actions were performed on this Hwacheon Lathe spindle:
- Clean all parts of the spindle
- Replace all bolts and o-rings
- Replace bearings
- Kiss grind taper OD and face
RESULT
After reassembly of all components, adjusting bearing preload, and undergoing break-in and testing procedures, this spindle passed our final quality inspection before being returned to our customer with a 1-year warranty.

Does your spindle need repair? GET A QUOTE TODAY
More Case Studies
Repair History - Here are examples of similar spindle repairs that may contain additional information that will help you. If you have additional questions, please contact us.
-
 Miyano BNC-34C Spindle Repair
Miyano BNC-34C Spindle RepairOur customer’s lathe spindle arrived covered in dried coolant residue. Coolant contamination had completely washed out the grease from the front pair of angular contact… [...]
-
 Miyano Lathe Spindle Repair
Miyano Lathe Spindle RepairThis Miyano Lathe spindle was sent in from this long time customer for a typical breakdown and evaluation. Upon inspection, we found oil contamination in… [...]
-
 Hardinge Conquest-SG-2 Spindle Repair
Hardinge Conquest-SG-2 Spindle RepairA long time MTR (machine tool rebuilder) had his own spindle in need of rebuild. He sent the spindle in and we found that the… [...]
-
 Hardinge Elite 6/42 Spindle Repair
Hardinge Elite 6/42 Spindle RepairWhen this Hardinge Elite 6/42 spindle arrived at Northland Tool and Electronics we performed a complete breakdown and evaluation. We found quite a few issues… [...]
-
Hardinge Conquest T42 Spindle Repair
When this Hardinge Conquest T42 spindle arrived at Northland Tool and Electronics it was completely seized. Upon disassembly we noted the grease in the front… [...]
Featured Repair

Bridgeport Torq-Cut 22 Spindle Repair
News & Events

How to Recognize Bad Spindle Symptoms
It’s a fact of machining — eventually, even top-of-the-line turning machines will experience a spindle failure. Spindles endure tension, torsion, heavy loads, and speeds up to and beyond 150,000 RPM, to name a few of the standard stressors.
Read More