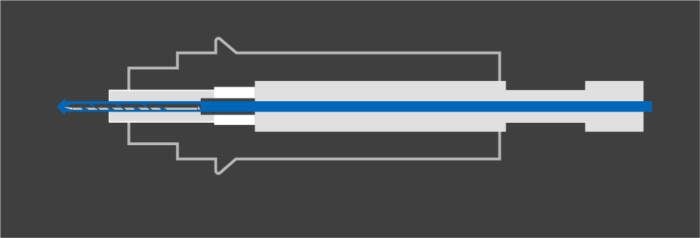
Through-Spindle Coolant: Pros, Cons & How It Works
What is Through-Spindle Coolant? By forcing coolant through the tip of the rotary tool, through-spindle coolant (TSC) can prevent damage to workpieces, reduce cycle time, and extend the life of your t…